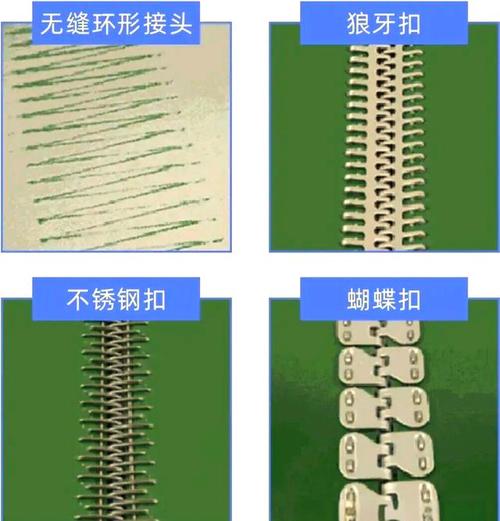
一、机械接头法:快速应急的 “便捷之选”
机械接头法是通过卡扣、螺栓等金属连接件,将输送带两端固定拼接的方式,堪称输送带接头的 “急救方案”。操作时无需复杂设备,只需根据输送带厚度选择匹配的卡扣型号,对齐带体边缘后逐点固定连接件,全程半小时内即可完成,尤其适合突发断带故障的紧急抢修。
这种方法的核心优势在于安装便捷、成本低廉、可重复拆卸,无需专业技术人员也能快速上手。但短板也十分明显:金属连接件会增加输送带表面的凸起,长期运行易与滚筒、托辊产生摩擦,不仅影响输送物料的平稳性,还可能损伤带体纤维,因此更适用于短距离、低负荷、非关键工序的输送场景,比如小型仓库的轻型物料转运、临时施工场地的短期输送等。
二、冷粘接头法:平稳耐用的 “主流之选”
冷粘接头法采用专用输送带冷粘胶,通过化学粘接原理将输送带两端贴合固定,是目前工业生产中应用最广泛的接头方式。操作时需先将带体接头处打磨粗糙,去除杂质和油污,涂刷专用底涂剂增强附着力,再均匀涂抹冷粘胶,对齐带体纤维方向后加压固化,固化时间通常为 2-4 小时(具体根据环境温度调整)。
冷粘接头的核心亮点是接头平整、密封性好、使用寿命长,粘接后的接头强度可达到原带体的 80%-90%,能有效避免物料卡顿、洒落,且不会对输送设备造成额外磨损。它适用于大多数材质的输送带(如帆布芯、尼龙芯、聚酯芯等),无论是长距离输送线、高负荷运转场景,还是食品、化工等对卫生性、防腐蚀性有要求的行业,都能稳定适配。不过其对操作环境要求较高,需保证施工面干燥、清洁,且粘接后需静置固化,无法满足紧急抢修需求。
三、热硫化接头法:高强度的 “终极之选”
热硫化接头法是通过高温高压设备,将输送带接头处的橡胶融化,与带体芯层紧密结合,冷却后形成一体化接头,被誉为 “最强接头”。施工时需精准控制温度(145℃左右)、压力和硫化时间,通常需要专业团队和专用硫化机操作,工序相对复杂。
热硫化接头的最大优势是强度极高、密封性极佳、使用寿命最长,接头强度可接近原带体,能承受高负荷、长距离、高速运转的严苛要求,且接头处平整光滑,无凸起和缝隙,可有效防止物料残留、水分渗入,保护带体芯层不受腐蚀。它广泛应用于煤矿、港口、冶金、水泥等重型工业领域,尤其是输送距离长、负载大、环境恶劣的关键输送线。不过其缺点也较为突出:施工周期长、成本高、对操作技术要求严格,且无法进行拆卸返工。
总结:选对接头,让输送更高效
三种接头方法各有侧重:应急抢修选机械接头,追求便捷低成本;常规生产选冷粘接头,平衡性能与性价比;重型工况选热硫化接头,保障高强度长寿命。选择时需结合输送带材质、输送距离、负载大小、使用环境等因素综合判断,必要时可咨询专业技术人员,确保接头质量与输送系统匹配,避免因接头问题影响生产效率。