1 引言
煤矿井下空压机硐室作为矿井动力系统的核心,承担着为采掘、通风等关键设备提供压缩空气的重任。然而,该区域长期运行于高温高湿、高粉尘的恶劣环境中,加之电气设备复杂、油路系统老化等因素,使其成为煤矿井下火灾风险最高的区域之一。空压机火灾不仅会导致设备损坏、生产中断,更可能引发连锁灾害,严重威胁矿工生命安全和矿井整体安全。
近年来,随着煤矿安全生产标准的不断提高,传统灭火手段如手提式灭火器、喷水系统等已难以满足现代矿山的消防安全需求。这些传统方式存在响应滞后、灭火效率低、依赖人工操作等局限性,无法有效应对空压机硐室的特殊火灾风险。因此,研究并应用自动灭火装置成为煤矿安全领域的迫切需求。
本文系统探讨煤矿井下空压机硐室自动灭火装置的设计原理、关键技术、应用案例及发展趋势,为相关工程设计与实践提供参考,助力煤矿消防安全水平的提升。

2 空压机硐室的火灾风险特性
2.1 火灾成因分析
空压机硐室火灾的形成是一个多因素共同作用的复杂过程,主要隐患来源于以下几个方面:
电气设备故障:空压机作为大功率设备,其电机、电气线路长期运行易出现过热、短路等故障,成为点火源。特别是在电压不稳、绝缘老化的条件下,电气火灾风险显著增加。
润滑油系统泄漏:空压机运行过程中,油路接头和管道泄漏会导致润滑油雾积聚,遇到高温表面或电气火花时极易引发燃烧。相关统计表明,油系统泄漏是空压机硐室最常见火灾诱因之一。
积碳与粉尘堆积:煤矿空气中含尘量高,当空压机空滤器过滤效果不佳时,容易在内部形成积碳,降低分子分裂的吸附作用,使含氧化合物进入后续的蒸馏塔,堆积过多可能引起火灾爆炸事故。
机械摩擦过热:空压机长时间连续运转,若冷却系统故障或润滑不良,机械摩擦部位会产生异常高温,成为点火源。
2.2 火灾特点与危害
空压机硐室火灾具有其独特性和严重危害性:
发展迅速:一旦起火,火势会沿着油路和电路快速蔓延,在短时间内形成大面积燃烧。实验表明,从初期阴燃到全面燃烧往往只需数分钟时间。
扑救困难:硐室空间相对封闭,设备布置密集,传统灭火手段难以直接作用于火源点。同时,井下通风条件可能助长火势,增加扑救难度。
次生危害大:空压机火灾可能引发电气系统瘫痪、有毒气体释放,甚至触发瓦斯煤尘爆炸等连锁反应,造成灾难性后果。
复燃风险高:即使表面明火被扑灭,深层积碳或隐蔽火源可能引发复燃,需要灭火系统具备持续抑制能力。
3 自动灭火装置设计原理与关键技术
3.1 火灾探测技术
早期精准的火灾探测是自动灭火系统成功的关键。现代自动灭火装置采用多传感器融合技术,通过不同类型的探测器捕捉火灾初期特征:

感温探测:采用热敏元件或分布式光纤测温系统,实时监测硐室内温度变化。当环境温度超过设定阈值(通常为60-70℃)或温升速率异常时,系统发出预警信号。这类探测器对设备过热类火灾具有较高灵敏度。
烟雾传感:通过离子式或光电式烟雾传感器检测空气中烟雾颗粒浓度。当烟雾浓度达到0.65%-15.5%FT报警值时,系统会触发报警。烟雾探测可在火灾初期阴燃阶段提供早期预警,为及时干预争取宝贵时间。
火焰探测:利用红外或紫外传感技术识别明火特有的光学特性,能够在毫秒级时间内确认火源位置。火焰探测器对环境光线和普通照明具有抗干扰能力,适合在井下照明环境下工作。

可燃气体监测:实时监测硐室内甲烷、一氧化碳等可燃气体的浓度变化,在火灾形成前提供预警。这种预警机制,将火灾防控从被动扑救转向事前预警。
先进系统还引入了红外热成像技术,通过热分布图像识别异常升温点,实现更早期的火灾预警。多传感器信息的融合处理,可有效降低误报率,提高系统可靠性。
3.2 灭火剂选择与灭火机理
灭火剂的选择直接关系到灭火效果和设备安全,空压机硐室常用灭火剂包括:
全氟己酮:作为一种新型氟代酮类灭火剂,全氟己酮具有高效灭火、绝缘性好、蒸发无残留等优点。其灭火机理主要是化学抑制和冷却双重作用,通过中断燃烧链式反应实现灭火。全氟己酮在释放后迅速汽化吸热,同时隔绝氧气,可在30秒内扑灭初期火灾。该灭火剂对空压机部件无腐蚀,避免二次损害,特别适合电气设备火灾。

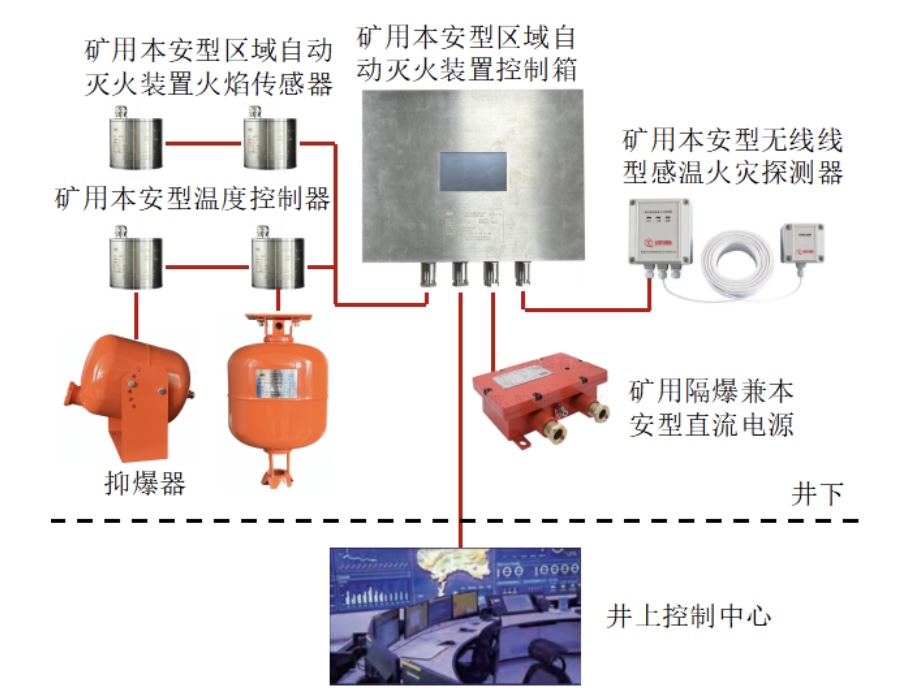
干粉抑爆器:矿用区域自动喷粉灭火装置用抑爆器主要适用于煤矿井下工作场所用于煤矿防护区域火灾灭火,抑煤器单独使用时,通过报警系统或启动按钮手动启动灭火,与KW70矿用本安型温度控制器搭配使用时,可自动探测温度,当防护区温度达到设定值时,启动抑爆器灭火;抑爆器与KXH24矿用本安型区域自动灭火装置控制箱、KHW70矿用本安型温度控制器配套使用时,除了温度控制器启动外,还可通过控制箱“手动”启动防护区抑爆器完成灭火。
水基灭火剂:新型水基灭火剂在传统水雾基础上添加了化学添加剂,增强了灭火性能。这类灭火剂可在燃烧表面形成隔离膜,阻止可燃物与氧气接触,同时具有冷却和乳化效果。水基灭火剂环保性好,对人体和设备安全,是综合性能较优的选择。
4 自动灭火装置的应用案例与效果分析
4.1 鑫瑞煤业空压机自动报警灭火系统
鑫瑞煤业在空压机硐室应用了一种新型自动报警灭火装置,该装置集成了烟雾传感和自动控制技术,能够很好地解决空压机自动灭火存在的问题。
系统核心组件包括多类型火灾探测器、控制单元、灭火剂储罐和专用喷头。探测器布局充分考虑空压机结构特点,重点监测电机、油路系统等高风险区域。当探测到火情时,系统会在无需现场人员干预的情况下完成灭火全过程。
应用效果表明,该系统能够实现准确的自动报警及灭火功能,灭火效果理想,具有较好的安全性和经济效益。该系统特别值得一提的是解决了市场上空压机无自动灭火功能的问题,提高了空压机运行的可靠性。
4.2 新疆煤矿井下空压机灭火系统应用
新疆地区煤矿针对井下空压机硐室的特殊环境,采用了定制化的自动灭火系统。这些系统普遍采用火焰探测和温度感应双重探测方式,灭火剂选择兼顾高效性和环境适应性。
系统特点包括:
无电设计:无需接入电源,去除用电不安全性和束缚,实现井下无电安全灭火,特别适合瓦斯环境。
全淹没灭火:灭火剂能以全淹没方式迅速散布到各个角落,实现高效灭火。
环保考量:采用新型高效水基、全氟己酮灭火剂对电气设备无任何腐蚀、更环保,对人员安全不会构成威胁。
在昌吉州、乌鲁木齐、伊宁等新疆煤矿的应用实践表明,该系统具有占用体积小、启动可靠、稳定性强等特点,可精准、高效、低成本地扑灭早期火灾。
5 结语
煤矿井下空压机硐室自动灭火装置是保障矿井安全生产的重要技术手段,其设计与应用需综合考虑空压机火灾特性、灭火机理、系统集成与智能控制等多方面因素。现代自动灭火系统通过多传感器融合技术、智能判断算法和高效灭火剂,实现了从火灾探测到灭火的全过程自动化,显著提高了空压机硐室的消防安全水平。
从鑫瑞煤业的自动报警灭火系统,到新疆煤矿的无电设计灭火装置,再到九通长胜的矿用区域自动灭火系统,都体现了自动化、智能化、精准化的技术特点。这些系统能够快速响应火情,有效扑灭初期火灾,防止火势蔓延,最大限度降低火灾损失。