明代官办船厂造木船,从木料进山到成板上船,要经过数道严苛工序,环环相扣,容不得半点马虎。这套流程不是临时拼凑,而是长期航海实践沉淀出的成熟体系,直接决定船只寿命与航行安全。
选材是第一道关口,完全按部位定材、因材施用。龙骨、舵杆这类承重核心,必须用铁力木、楠木。铁力木密度极高、入水即沉,硬度是普通杉木的三倍多,天然耐腐抗蛀,长期泡在海水里也不易糟朽。南京宝船厂遗址出土的铁力木舵杆,历经数百年依然坚硬,就是最好证明。
船壳板、隔舱板多用楠木、樟木,纹理细密、耐水耐腐,还自带香气驱虫。桅杆、橹、舱板则以杉木为主,质轻坚韧、不易变形,适合做大件长料。松木含脂高、价格低,多用于舱盖板、跳板等非关键部位。
所有木料必须纹理顺直、无虫蛀、无大节疤,弯曲、开裂、空心的一律弃用。伐运也有严格讲究。木材多选秋冬砍伐,此时树木含水率低、树脂少,不易变形和虫蛀。深山巨木靠人力拖拽、滑道溜放,沿江走木排运至船厂,全程避免暴晒雨淋,防止开裂变形。
到厂后先分类登记,按材质、长短、粗细编号入库,由物料库统一管理,领用登记、专人核销。接下来是自然干燥。原木不能直接加工,要先在通风阴凉处码放,板材间留空隙通风,定期翻动散热散湿。小料至少晾半年,大料、硬木要晾一到两年,直到含水率稳定在15%以下。
这一步看似慢,却能从根本减少后期变形、开裂、腐烂。很多民间船匠偷省这道工序,造出的船两三年就变形漏水,而官船按标准干透,使用寿命能延长数倍。干燥后进入解料与成型。
按船型尺寸把原木锯成板材、方料、曲材。龙骨、肋骨等受力件,优先用天然曲材,少锯少截,保留木材原有强度。板材厚度按部位定:船底板8到1 厘米,船帮6到8厘米,肋骨5到7厘米。锯好的料再刨平、刨直,校准弧度与斜角,误差控制在毫厘之间。
关键构件还要用墨斗弹线、样板比对,确保规格统一。然后是防腐与防虫处理,这是明代造船的核心技术。常用方法有三种,一是蒸煮脱脂,松木等含脂高的木料,放入大锅沸水蒸煮数小时,去除多余树脂,防止日后渗出、吸潮发霉。
二是浸渍处理,把木料泡入石灰水、明矾水或浓盐水,改变木材酸碱度,抑制真菌与虫蛀。三是烟熏碳化,用慢火轻烤表面,形成一层薄炭层,既防潮又防虫。处理后的木料,还要再晾半月到一月,让药性稳定、水分干透。最后是桐油防护与精细加工。
所有构件加工到位后,先粗磨、再细磨,直到表面光滑无毛刺。然后反复刷桐油,至少刷三到五遍,每遍干透再刷下一遍。桐油能深度渗入木材纤维,形成致密防水膜,既防腐又抗海水侵蚀。船板拼接缝隙,用桐油、石灰、麻丝按比例混合成油灰,反复捶打后填入缝隙,确保水密不渗。
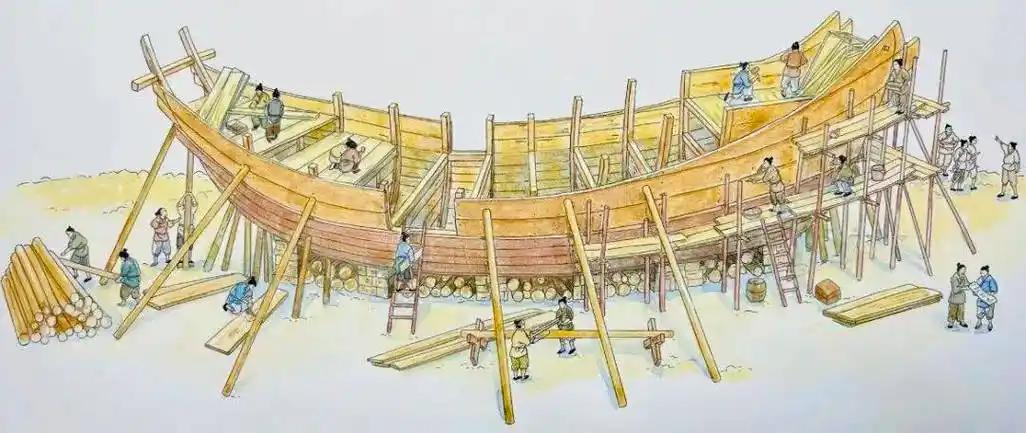
构件组装时,榫卯严丝合缝,铁钉、铁箍按标准规格使用,关键部位再加铁件加固。组装完成后,整船再刷两到三遍桐油,彻底封护。这套流程下来,一艘船的木料处理往往要耗时一年以上。看似繁琐,却让明代木船具备极强稳定性与耐久性。
郑和船队能远渡重洋、抵御狂风巨浪,很大程度上得益于这套严谨的木材处理体系。它不只是简单的工艺叠加,更是古人对材料特性、海洋环境、工程力学的深度理解。从选材、干燥、防腐到防护,每一步都服务于 “坚固、耐腐、安全、耐用” 的核心目标。
这种标准化、精细化的木材处理模式,不仅支撑起明代庞大的航海与漕运事业,也成为古代手工业标准化的典范,其背后严谨务实的工程思维,至今仍值得借鉴。