在大米加工行业,有一项指标至关重要,它直接决定了大米的市场等级、口感风味和营养价值,这就是加工精度。传统上,这项评判依赖于老师傅的“火眼金睛”,但人眼的主观性和不稳定性已成为现代化、规模化生产的瓶颈。
如今,大米加工精度检测仪的出现,将这项评判从一门“艺术”转变为一门精准的“科学”,成为保障大米品质一致性不可或缺的守门员。
一、什么是大米加工精度?
加工精度是指米粒表面皮层(糠粉)被碾磨去除的程度。米粒表面残留的糠皮越多,精度越低,颜色越深;反之,糠皮去除得越干净,精度越高,米粒越显晶莹剔透。
精度不足:米粒发黄、口感粗糙,不易煮熟,且易酸败变质。
精度过高:虽然外观更白亮,但会导致营养损失过大(因为B族维生素和矿物质多存在于皮层),出米率降低,造成浪费。
因此,快速、客观、准确地检测加工精度,是平衡外观、口感、营养和出品率的关键。
二、大米加工精度检测仪:原理与技术
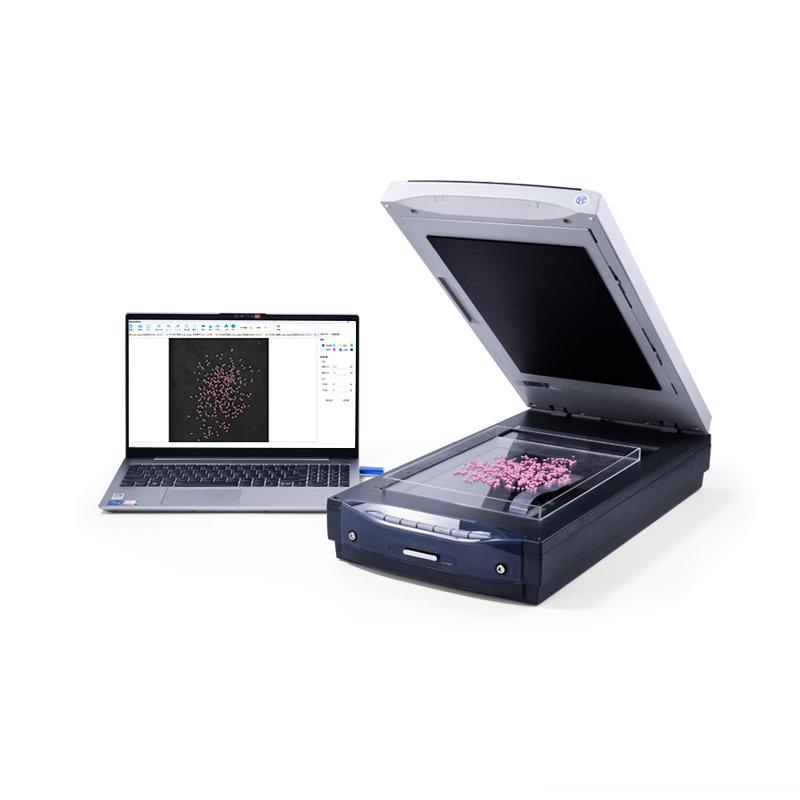
现代大米加工精度检测仪主要采用计算机视觉和图像分析技术,模拟并超越了人眼的判别过程。其工作流程如下:
图像采集:仪器内置的高分辨率彩色摄像头,在标准化的光照环境下,对样品盘中的米粒进行高清拍摄,确保每一粒米的光影和颜色都得到真实、一致的还原。
智能图像分析:
颜色识别:核心在于识别米粒表面的“乳白点”和“黄斑”。乳白点是指胚乳本身的白色,而黄斑则是残留的糠皮。软件算法通过RGB或更先进的Lab色彩模型,精准量化米粒表面的白色区域与黄色区域的比例和分布。
轮廓与面积计算:系统能自动识别每一粒米的轮廓,并计算出其表面总面积中,符合“精白”标准的面积占比。
数据化输出:仪器最终会给出一个或多个客观的量化指标,例如:
精度等级:直接判定为国家标准(GB)中的一级、二级、三级等。
白度值:反映米粒的整体亮白程度。
留皮度/黄斑率:精确计算出米粒表面残留糠皮的总面积百分比。
三、核心应用场景:从工厂到实验室
大米加工车间(在线/离线检测):
工艺指导:实时反馈碾米机的加工效果,帮助操作工及时调整碾米压力、流量等参数,避免“碾不足”或“过碾”,在保证精度的同时提高出米率。
产品定等分级:作为出厂检验的权威依据,确保同一品牌、同一等级的大米品质稳定如一。
质量监督检验机构:
作为仲裁依据,为市场流通的大米提供公正、权威的精度等级判定,规范市场秩序。
育种与粮食科学研究:
用于评价不同稻谷品种的加工适应性,为优质品种选育提供重要参考指标。
四、技术演进与未来展望
最初的精度检测仅依靠简单的光反射率(白度计)。如今,技术正朝着更智能的方向发展:
多指标融合:未来的仪器可能不仅能检测精度,还能同步分析碎米率、裂纹米率、垩白度等多项指标,实现“一机多用”。
在线实时监测:将检测探头直接安装在碾米机出口的溜管内,实现对大米精度的100%全检和闭环控制,这是智能化大米工厂的核心环节。
AI深度学习:通过AI模型学习海量样本,使仪器的判别能力更加接近甚至超越顶尖专家,并能适应更多样、更复杂的实际情况。
结语
大米加工精度检测仪,虽是一个不起眼的实验室或车间设备,却是推动大米产业从“经验驱动”迈向“数据驱动”的关键一环。它用冰冷的数字,守护着千家万户餐桌上一碗米饭的热乎与香甜。通过确保每一粒米都达到最佳的加工精度,我们不仅提升了产品的商品价值,更在细微处践行着对粮食资源的珍惜和对品质生活的追求。