导语
在激光加工、科研实验、医学手术等场景里,“光斑不均匀、能量浪费” 常常让人头疼。光束整形(Beam Shaping)能把天然的高斯光束重新塑形为平顶、圆形、Bessel 或其他自定义分布,使每一毫焦耳的能量都发挥最大价值。本文将从理论原理 → 主流技术 → 关键设计参数 → 实战选型四个层次,完整展开技术细节,帮助你快速定位最适合的方案。
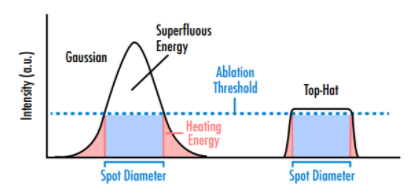
在激光烧蚀应用中,具有高斯剖面的光束比具有平顶剖面的光束效率更低,这是因为存在大面积光束,其多余能量高于所需的烧蚀阈值,且在高斯剖面的外部区域能量低于该阈值。
一、光束整形的物理本质

左图为高斯光束强度随半径呈指数衰减,右图为理想平顶光束在有效面积内强度恒定。
二、光束整形的技术路径
1.折射式光束整形
• 工作原理:利用非球面、自由形或自由曲面透镜实现相位映射(field‑mapping),在保持能量守恒的前提下将高斯波前扭曲为平顶或 Airy‑disk 波前。
• 性能指标:>96 % 透射率,波长独立(宽波段适用),输出波前平坦。
• 典型实现:
• Galilean/Keplerian 双透镜组合(实现光束压缩与相位调制)。
• AdlOptica Focal‑πShaper Q:将高斯直接转为 Airy‑disk,再经聚焦镜得到完美平顶。
优势:高均匀度、低随机波动,适合功率>10 W 的工业加工。局限:体积大、成本最高,且对光束入口尺寸有一定要求(β > 16,见下文)。

采用场映射的折射式光束整形示例
2.衍射式光束整形
• 工作原理:在基片上刻蚀微/纳米结构(DOE),利用衍射把光的空间频谱重新分配,实现特定的强度分布。
• 关键要点:
• 设计波长必须与实际工作波长匹配,否则相位误差导致效率下降。
• 对准与发散度要求更高(位置误差会导致畸变)。
• 优势:单件体积小、可实现复杂非对称光斑(如星形、环形),非常适合空间受限的科研平台。
• 缺点:相对折射式对波长、入射角更敏感,且通常效率略低(60–80 %)。
3.光束积分器
• 原理:由微透镜阵列(lenslet array)把入射光分割为若干束(beamlets),随后通过汇聚透镜在目标面叠加,实现近似均匀的平顶分布。
• 适用条件:
• Fresnel 数 < 10 时需使用成像型积分器,才能获得高均匀度。
• 成本最低、占用空间最小,但随机强度波动较大(表格中标记为 “High”)。
• 应用实例:低功率激光打标、光学投影系统的均匀照明。
备注:若系统对均匀度要求极高,推荐在积分器前加入细分的再均匀化光学(如 diffuser)以降低随机噪声。
4.Axicon(锥形透镜)— 生成 Bessel 光束
• 概念:传统折射或反射 axicon 将平面波转化为准 Bessel(quasi‑Bessel)束,形成几乎零衍射的长深场(Depth‑of‑Field, DOF)。
• 特性:自‑修复(被障碍物阻挡后仍能恢复),适用于深孔加工、角膜手术、长距离测距。
• 实现差异:
• 折射 axicon:受色散影响,适用于窄谱激光。
• 反射 axicon:无色散,适合宽带超快激光。

传统折射axicon的示意图,展示了景深(DOF)内的贝塞尔光束区域以及在重叠区域之后传播的环形光束。

反射axicon的示意图。与传统axicon类似,它会在景深(DOF)内形成贝塞尔光束区域,并在重叠区域之后形成环形光束;但与传统axicon不同的是,它不受波长影响。
5.柱面透镜— 圆化椭圆光束
• 工作原理:只在单一轴向拥有光学功率(power direction),对另一轴(non‑power direction)保持中性,实现轴向独立调节。
• 设计要点:
• 测量激光二极管在 X/Y 方向的散度角 θₓ、θᵧ。
• 选取两片柱面透镜的焦距 f₁、f₂,使 f₁/f₂ = θₓ/θᵧ,即可在两轴上实现相同的发散度。
• 保证透镜口径 > 2 f tan θ,防止光斑被裁剪。
• 优势:结构简单、成本低、可实现激光光片(light‑sheet)和圆形均匀光斑。
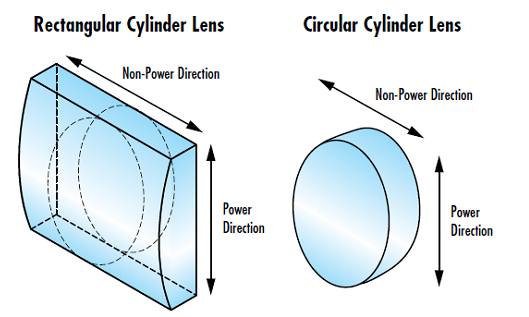
柱面透镜的 power 与 non‑power 方向示图。
6.非等距棱镜对
• 原理:两块倾斜棱镜形成放大/压缩比例,对 X、Y 轴分别施加不同的放大倍率,实现快速圆化或椭圆化。
• 适用场景:高功率激光的快速整形,或需要在不改变光路长度的前提下改变光斑比例。

一对变形棱镜,在一个方向上充当光束扩展器,可将椭圆光束圆化。
三、关键设计参数深度剖析
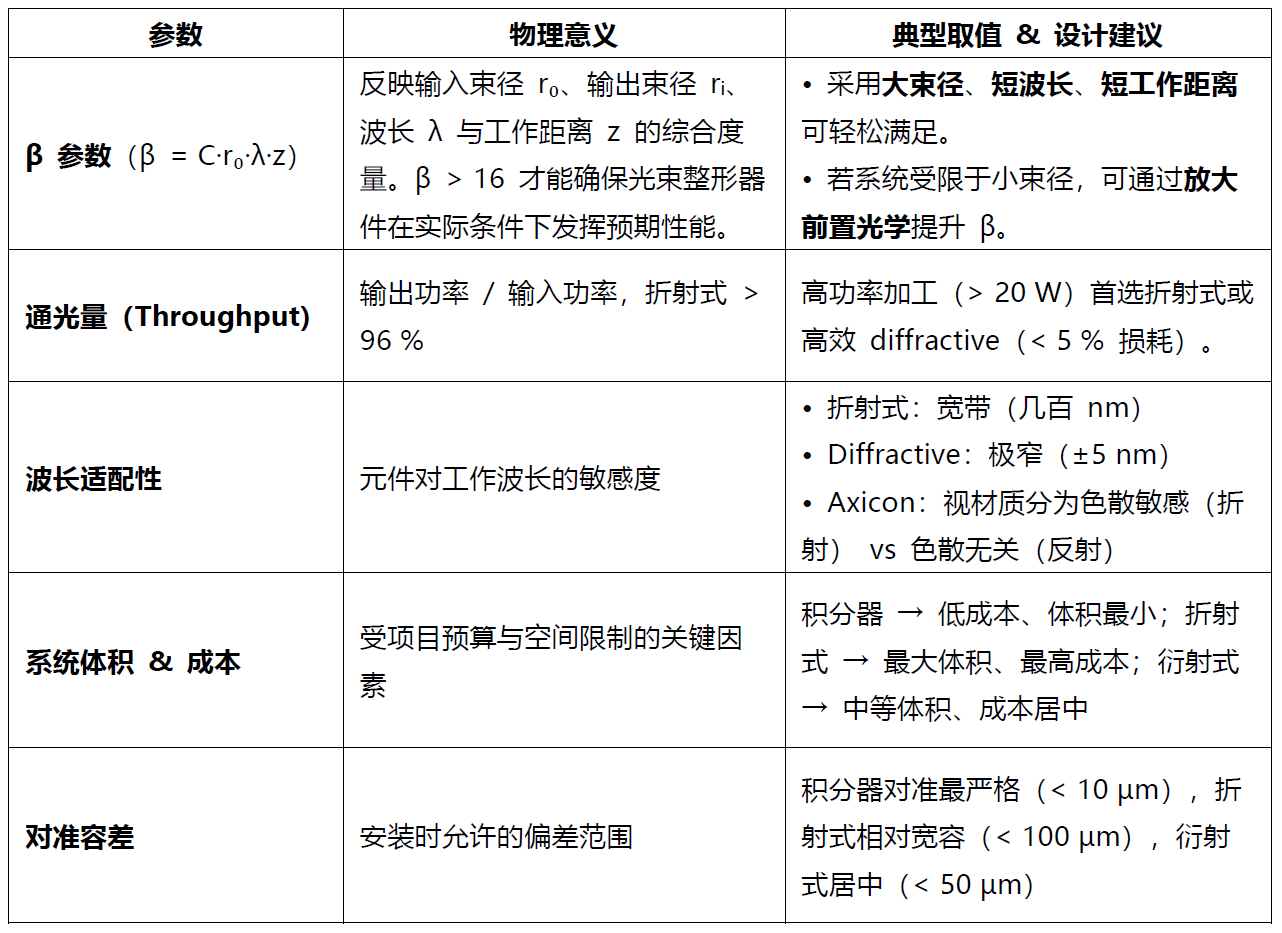
1. β = C·r₀·λ·z(C 为常数,取 2π≈6.28)
2. 最大口径 d = 2 f tan θ(用于柱面透镜与激光二极管匹配)
四、选型实战流程(图形化)

五、行业案例深度解析

六、常见误区 & 防坑指南
1. 只看“平顶”标签,忽视波前:平顶光斑若相位不平,聚焦后仍会出现热点。 → 必须同时检查 相位均匀性(使用波前传感器)。
2. β < 4 直接购买折射式:实验表明 β < 4 时几乎不产生可用平顶,浪费成本。 → 先用 光束展开器 增大 r₀ 再选型。
3. 把积分器当作“万能”:在高功率或要求极高均匀度的场景,积分器的随机波动会导致加工缺陷。 → 结合衍射光学均匀化片或改用折射式。
4. 忽视热效应:高功率激光经过薄膜 DOE 可能产生热‑光畸变。 → 选用 耐高功率、低吸收材料(如 CaF₂、石英)并做好散热设计。
七、结语
光束整形不再是“高深莫测”的实验室玩意,而是一套基于物理、算法与产线经验的系统解决方案。只要掌握β > 16、通光量、波长适配三大设计支柱,你就能在加工效率、产品质量、成本控制三方面实现显著提升。