
阳极氧化是一种涉及对金属(通常是铝)表面进行电化学处理的工艺,以形成耐用、耐腐蚀且具有吸引力的饰面。该工艺广泛用于航空航天、汽车和国防工业,以及许多其他需要高性能和持久耐用性的应用。
阳极氧化若没有特别指明,通常指硫酸阳极氧化,除金属外,其他物质做阳极所引起的氧化作用,也称为“阳极氧化”。
一、阳极氧化废水来源
阳极氧化的废水主要源自于铝制品的除油/脱脂及其清洗工序、碱蚀及其清洗工序、酸洗及其清洗工序、化抛及其清洗工序、阳极氧化及其清洗工序、染色及其清洗工序、封孔及其清洗工序等。

脱脂/除油
有机溶剂除油
超声波除油
电化学除油
碱性除油
水基清洗剂除油
(1)阴离子表面活性剂:在水中电离出带负电的活性基团。
(2)阳离子表面活性剂:铵盐、季铵盐,去污较差,但杀菌强,高效抗静电剂。
(3)两性表面活性剂。
(4)非离子型表面活性剂:不电离、稳定性好,在金属表面不吸附、易清洗、残留液少且水洗性好,是最理想的金属工件清洗剂。
铝的抛光
1、化学抛光
通过化学处理,除去产品表面的杂质、自然氧化膜、脏污,同时可以使一定粗糙度的表面变得更加光滑平整,获得一定的光泽度。

2、电解抛光
电解抛光,是一种常用的获得光亮平整的方法,尤其适合铝合金零部件的镜面抛光。
3、机械抛光
包括磨光、抛光、镜面抛光以及滚光、刷光等机械操作。
4、除黑膜
(1)作用原理
在磷酸化抛后,会使工件表面残留一层黑灰色的膜(铜、镍、锰、铁、硅等不溶于磷酸的金属)之后用硝酸处理;
3A+8HNO3=3A(NO3)2+2NO+4H2O(A代表铜、镍、锰)加入铬酸处理。

可除去反应过程中产生的NO气体。
(2)工艺:
1.硝酸(200-350mL/L)、铬酐 (5-15g/L) 1-3min ;
2.硝酸(300mL/L)、氢氟酸(100mL/L) 5-15s ;
3.铬酐(100mL/L)、硫酸(10mL/L) 1min;
5、阳极氧化
阳极氧化:利用电化学原理,在铝工件表面生成一层Al2O3膜,除了抗腐蚀,磨耗目的外,还可以利用Al2O3陶瓷材料的多孔性,填充染料,达成着色的目的。
(1)阴极板反应
2H+2e- H2(氢氧)
(2)阳极板反应
Al
Al3++3e-(α)
2H2OO2+4H+4e-(β)
3O2+4Al2Al2O3(γ)… Al2O3膜生成



(主要污染物-硫酸、铝)
6、染色
Al2O3膜生成后,并不宜立刻染色,因Al2O3为无机物质,而染料为有机物质,两者之间结合不易.所以必须于染色前在工件表面覆盖一层兼具无机/有机物质化性的即“界面活性剂,以利Al2O3染料结合。




二、阳极氧化废水处理工艺
分质分流
1.含镍废水处理
冷封原液收集后进入蒸发系统。冷封水洗水首先采用SRO特种分离膜产水进入回用水箱,浓水经WEM浓缩后,进入蒸发系统。实现含镍废水零排放。
2.含高COD废水处理
除油、除蜡及脱脂翻缸水由于CODcr较高,通过混凝沉淀预处理,出水进入A/O去除COD等,再次进入二级混凝沉淀进入综合废水处理系统;
3.含磷废水处理
含磷废水单独收集,槽液废水通过泵点滴进入收集池和电抛水洗水经过二级混凝沉淀除磷,进入综合废水处理系统;
4.综合废水处理
综合废水采用混凝沉淀预处理后,进入A/O生化系统再次生化处理,处理后进入综合回用系统,实现水资源的回用和节能减排,产水用于纯水补充水,浓水经浓水处理设备处理后,达标排放。
工艺流程图

三、阳极氧化废水特色工艺
1、针对化抛后一二道水洗水的处理工艺
磷酸/硫酸在化学反应过程中,只有10%-15%的反应成磷酸铝及硫酸铝,其它85-90%会附着在工件表面带到水洗槽。
据经验数据,1吨磷酸通过化学沉淀反应会产生4-7吨污泥(根据排标不同)。


2、针对化抛/阳极氧化废液的处理工艺
阳极氧化漂洗废酸,酸浓度在17-25%左右,铝含量在10-15g/L。常规处理工艺一般是中和沉淀,转移污泥危废,既浪费铝资源,又浪费酸资源,且成本昂贵。
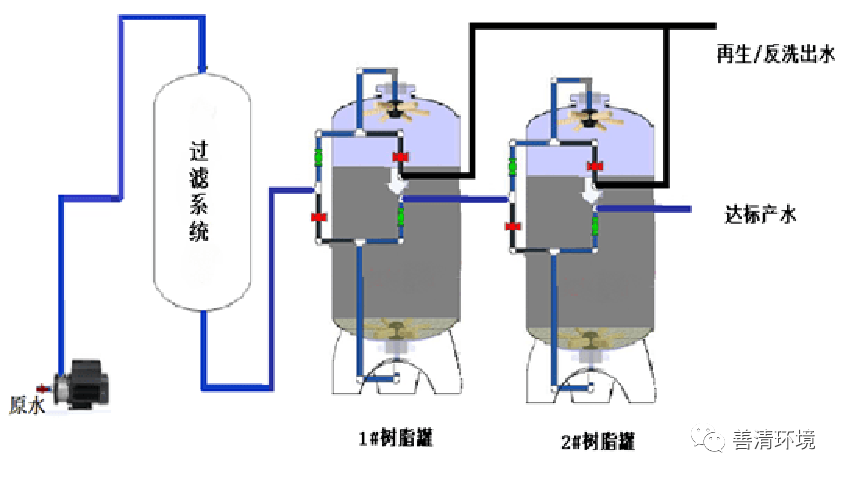
1.除铝树脂处理精度高,铝含量可以做到0.02ppm以下;
2.吸附量大,最大实际交换容量可达20g/l;
3.选择性高,在15-20%的硫酸中可以高效的吸附铝;
4.适应性强,可适应高浓度酸性环境(15-20%酸)中除铝;

• 65-80% 磷酸
• 0-10% 硫酸
• 2-4%硝酸(现在很多工艺不添加)
• 35-45 g/l 铝
•抑烟剂
通过从酸中分离出溶解铝,酸可以在工艺过程中被重复循环使用。有以下优点:
1.减少了酸的购买;
2.减少了中和废酸所需费用;
3.减少了废弃污泥-在某些情况下,废铝可以转换成有商业价值的副产品;
4.降低了废盐的浓度(例如较低的硝酸盐,磷酸盐);
3、针对染色废水的处理工艺


